Fibreglass
The resin has almost no strength without fibreglass. It is available in sheets of
'chopped strand mat' (CSM). It is also possible to buy just chopped strands, and to
mix them with the resin. This is useful for the magnet rotor castings. Add a little
resin to the fibreglass, and press out all the air bubbles, before adding more resin.
Talcum powder
Talcum powder is a cheap filler which can be mixed with the resin after the peroxide
has been added. It makes the resin mixture much cheaper, and a little thicker. Resin
can be mixed with up to twice its own weight of talcum powder. The powder also
helps to reduce the heat build-up in large resin castings.
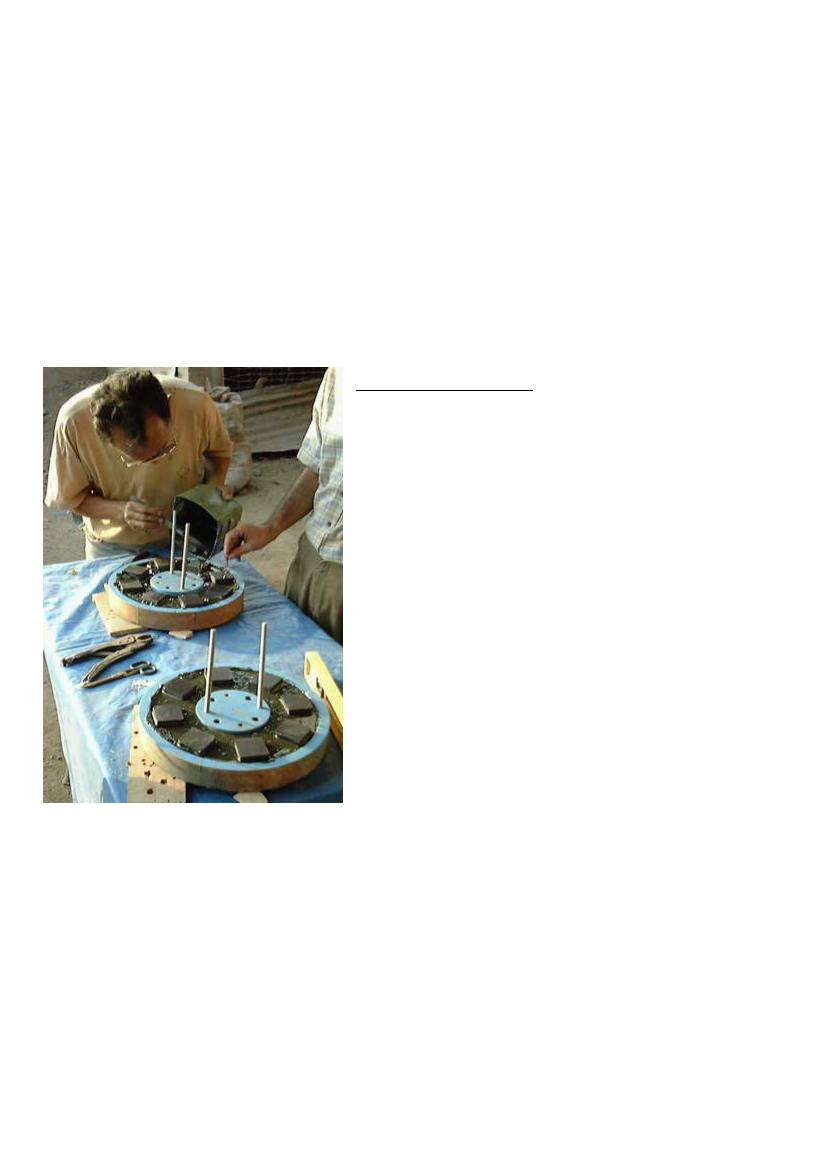
Using painted moulds in Peru
Mould preparation
Polyurethane varnish
Ordinary paint should not be used on moulds.
Better to use nothing. If possible, use
polyurethane varnish. This will prevent moisture
coming out of a mould made from wood, plaster
or clay. Smooth the varnish off with sandpaper
before polishing it.
Polish
Polish the mould several times before using it
first time. Rub all the polish off with a rag and
then leave it some hours and do it again.
Silicone polish is not compatible with PVA
release agent. Use wax polish.
PVA Release agent
Paint this over the mould and let it dry. It forms
a sheet of PVA, which greatly helps to separate
the casting from the mould.
PMG manual
page 50
June 2001